

- $


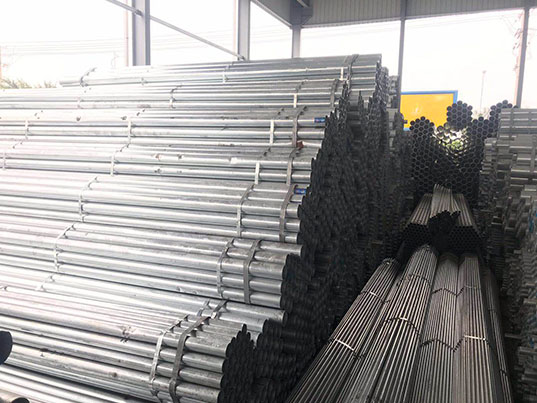
福州熱鍍鋅h型鋼被廣泛地應用于鋼鐵制件的防護上。它具有操作控制靠譜、鍍鋅層檢査容易、熱鍍鋅工藝相對簡單的優勢,同時,由于鍍鋅層的壽命主要取決于鍍層的厚度,因此可以很容易地從外觀觀察其表面是否連續、光亮,以及采用磁性測厚儀就可方便準確地測定出其厚度是否符合標準要求。那么我們在焊接時要注意哪些細節呢?下面進行解析:

1.焊接速度,之前可能有人對焊接有過接觸,如果焊接速度不能保持勻速會對H型鋼的屬性和質量產生不利的影響,因為一旦焊接速度太快會使得焊縫中出現氣泡,而如果焊接的速度太慢則會使得焊縫的余高過高,這樣做使得H型鋼達不到標準,也就是的這樣生產出來的熱鍍鋅h型鋼無法被使用。
2.控制電弧的弧長,H型鋼的規格和用途是弧長確定的重要因素,而弧長的控制好壞也會直接影響到H型鋼在實際使用過程中的使用效果。因此為了能夠達成H型鋼的規格和標準,弧長的控制是一個焊接工人必須注意的細節。一些人為了省時間省人工不去做這個開坡口的步驟,結果所生產的H型鋼的穩固性很差,終導致整體返工,所以這樣做是非常不劃算的。
3.福州熱鍍鋅h型鋼能夠在較長時間內具有足夠的流動能力。濾芯足夠堅貞,洛陽H型鋼不會因液壓利用而損壞。濾芯具有精采的耐腐蝕性,在溫度道理下可持久利用。濾芯容易清洗或改換。因此,過濾器應按照液壓系統的技術要求,按照洛陽H型鋼出產線的精度、流量人才、專業壓力、油粘度、專業溫度等要求來選擇其型號。
4.焊接熱鍍鋅h型鋼前,應清除焊縫區域存 在的鐵銹、毛刺、氧化物、油污等雜質。首先在兩端加裝與構件材質相同的引弧板和熄弧板,焊縫引出長度不應小于50mm。再用陶瓷電加熱器將焊縫兩側100mm范圍內進行預熱,預熱溫度為80到120°C,加熱過程中用紅外線測溫儀進行測量,防止加熱溫度過高,待加熱至規定溫度后即可進行焊接。
5.在鋼結構加工下料切割時,焊接熱鍍鋅h型鋼應用矯平機對鋼板進行矯平,切割設備主要采用火焰多頭直條切割機。切割時進行多塊板同時下料,以防止零件切割后產生側彎。
以上就是焊接熱福州鍍鋅h型鋼要注意的相關細節介紹,希望以上的內容能夠幫助到大家解決疑難,如果還想了解更多問題的,歡迎大家來電咨詢或者關注我們的官網來了解更多的內容。




相關文章
- 分析熱鍍鋅無縫管的5個制作流程2019年10月03日
- 您了解螺紋鋼的這6個性能特點嗎2019年10月09日
- 談談鍍鋅鋼管的生產過程是怎樣的2019年10月11日
- 使用鍍鋅螺旋管有哪些小竅門2019年10月16日
- 如何修復鍍鋅扁鋼的內部缺陷?2019年10月17日


 添加微信
添加微信
 聯系我們
聯系我們
 電話咨詢
電話咨詢